
Giant Lite Brite for KANEKO
Commissioned by KANEKO for their expansive light exhibition, this piece reimagines the classic Lite Brite toy as a supersized, multi-surface sculpture that entire crowds can interact with.
This was my most complex fabrication project to date, requiring the full range of my skills. It involved CAD, CNC, 3D printing, MIG welding, woodworking, metalworking, electrical wiring, and painting.
After the exhibition, KANEKO donated this piece to the Autism Center of Nebraska and is currently installed in their lobby for visitors to use while waiting for appointments.







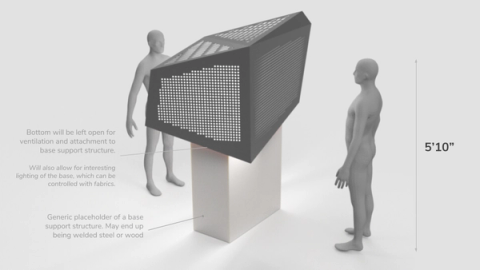
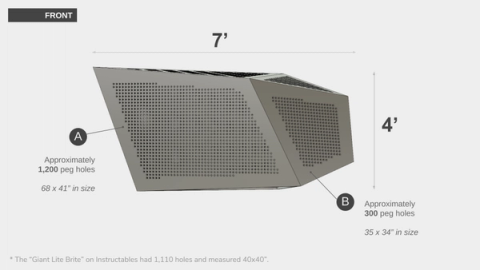
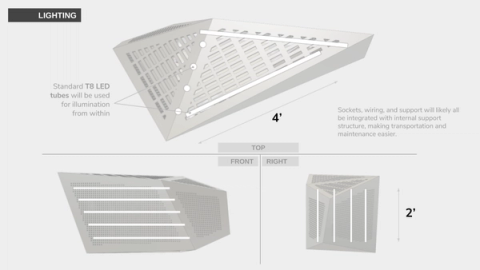
Original concept art used in the proposal:

Fabrication
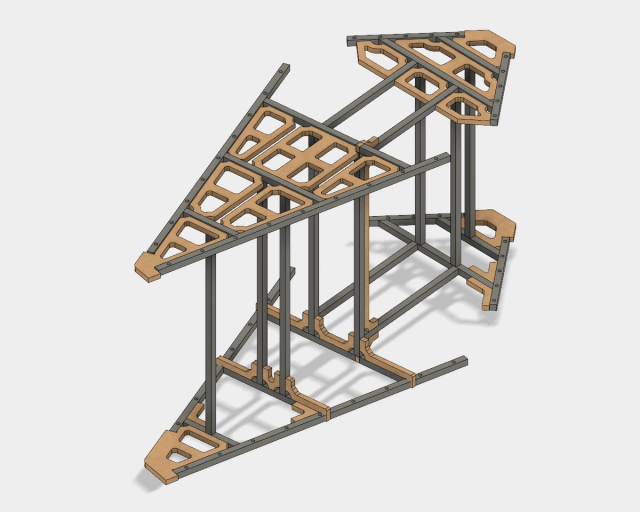
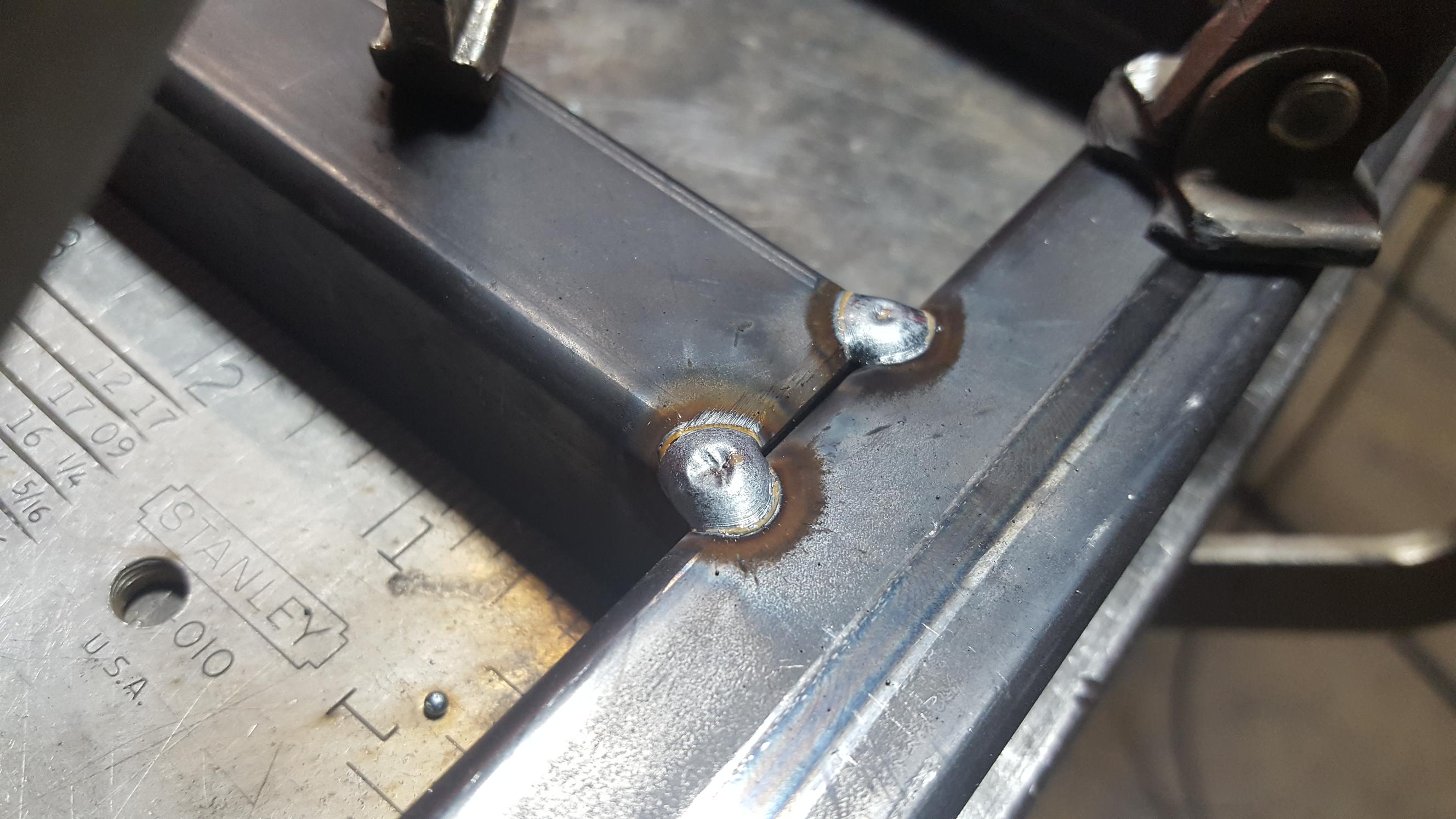
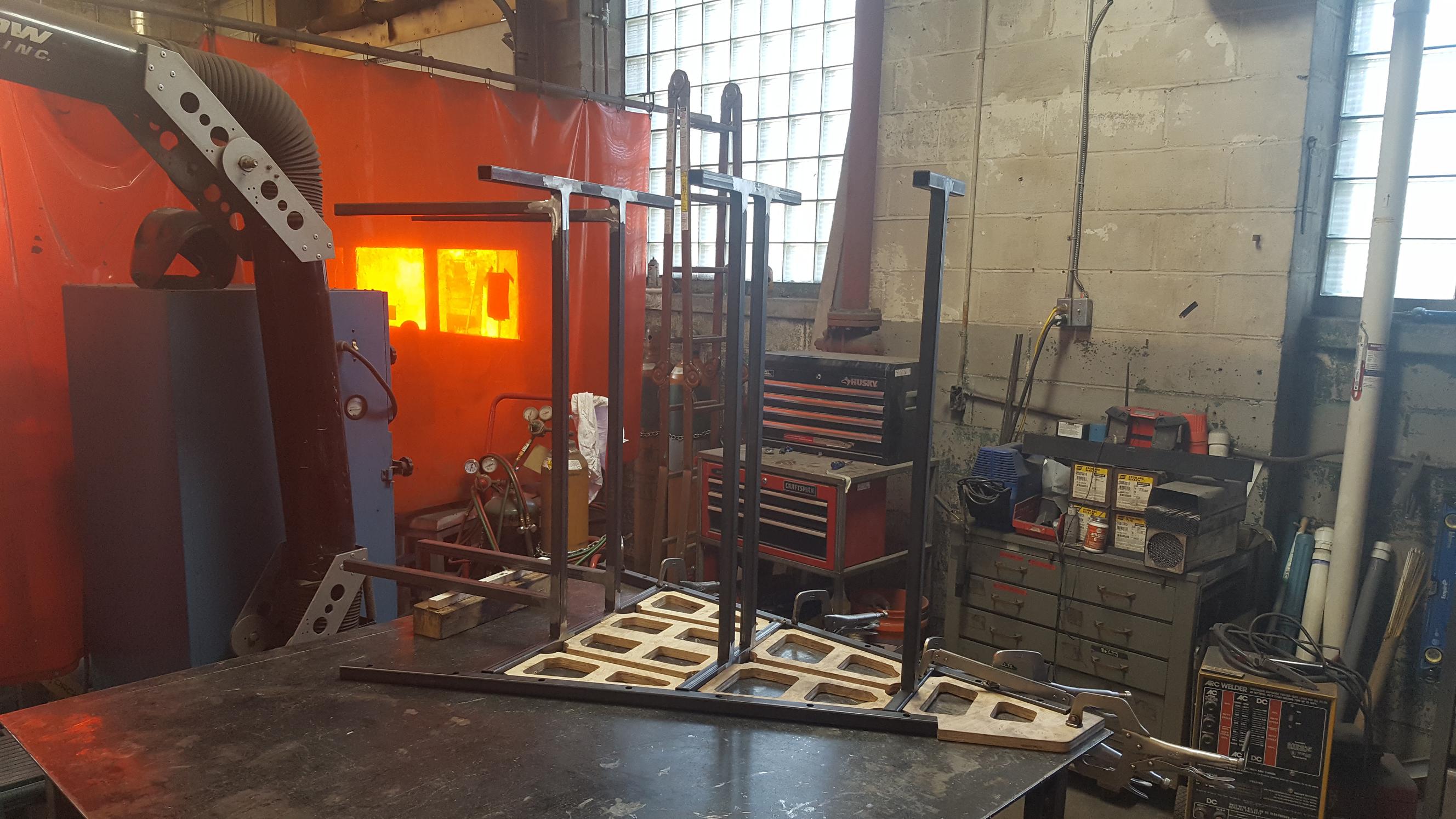
The inner metal frame that holds all the lights and exterior panels was created with welded square steel tubing. Since I was new to welding, I created a set of wooden guides with a CNC router to ensure all the angles and distances were right.



Welding process














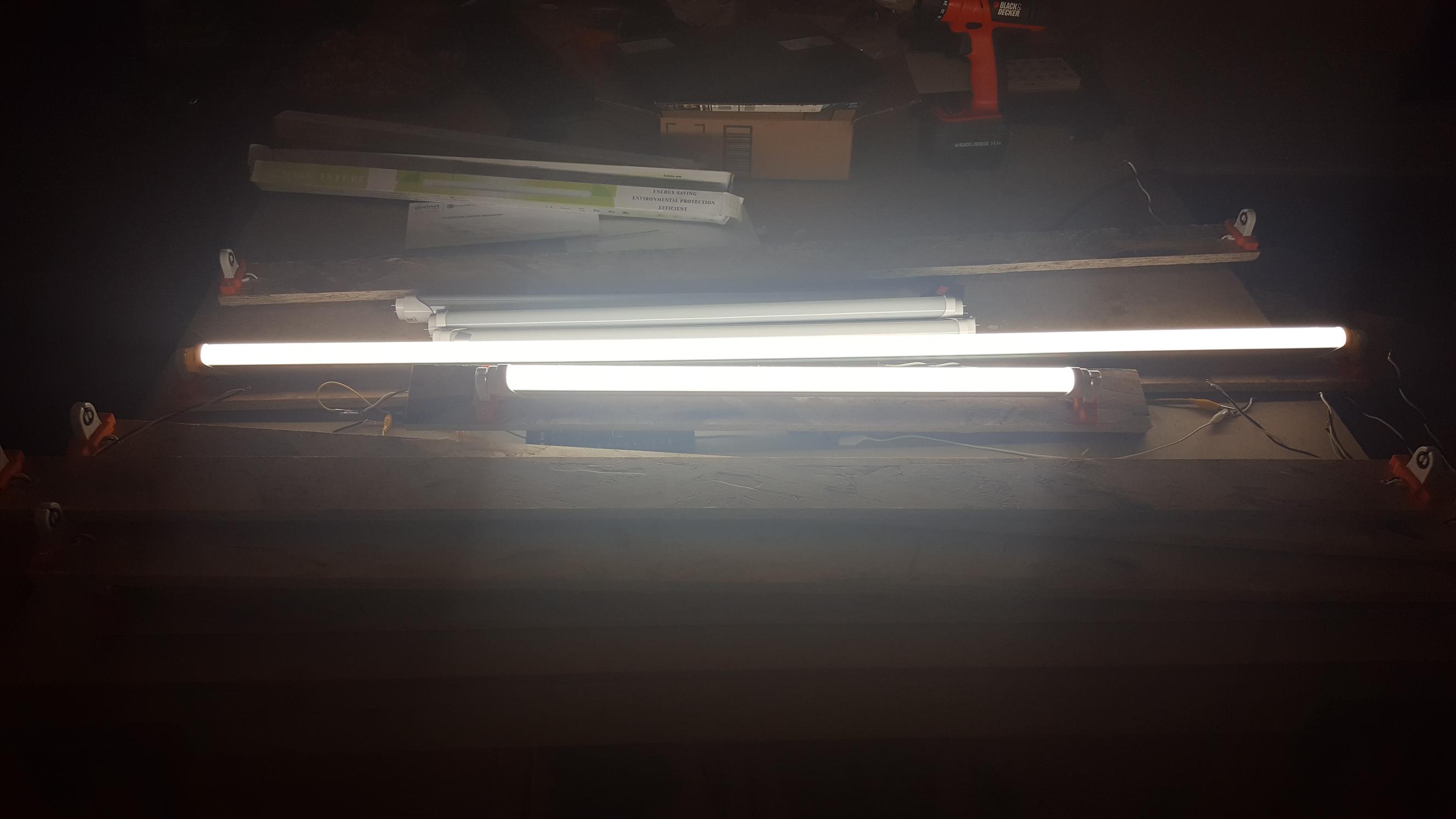
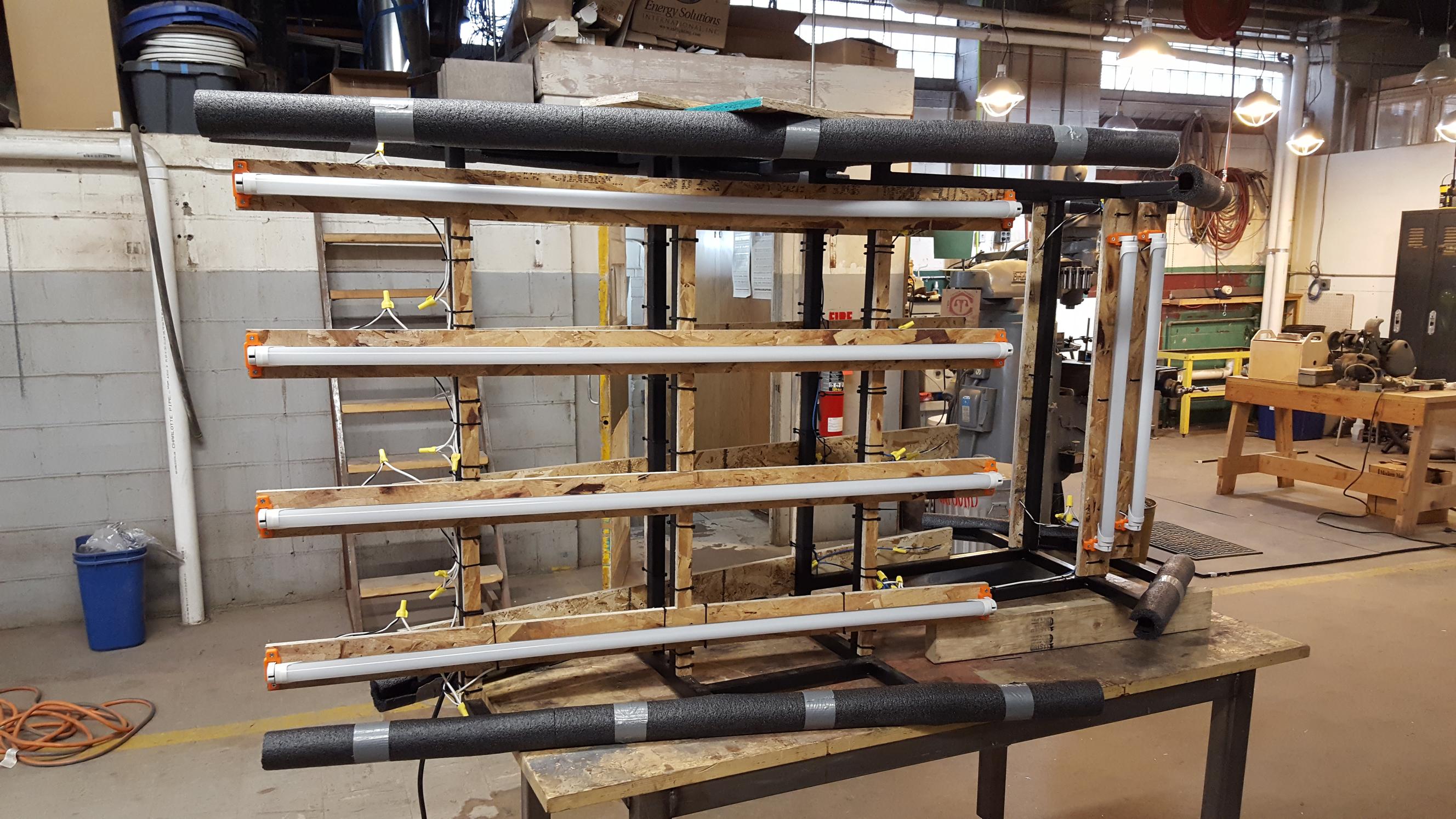
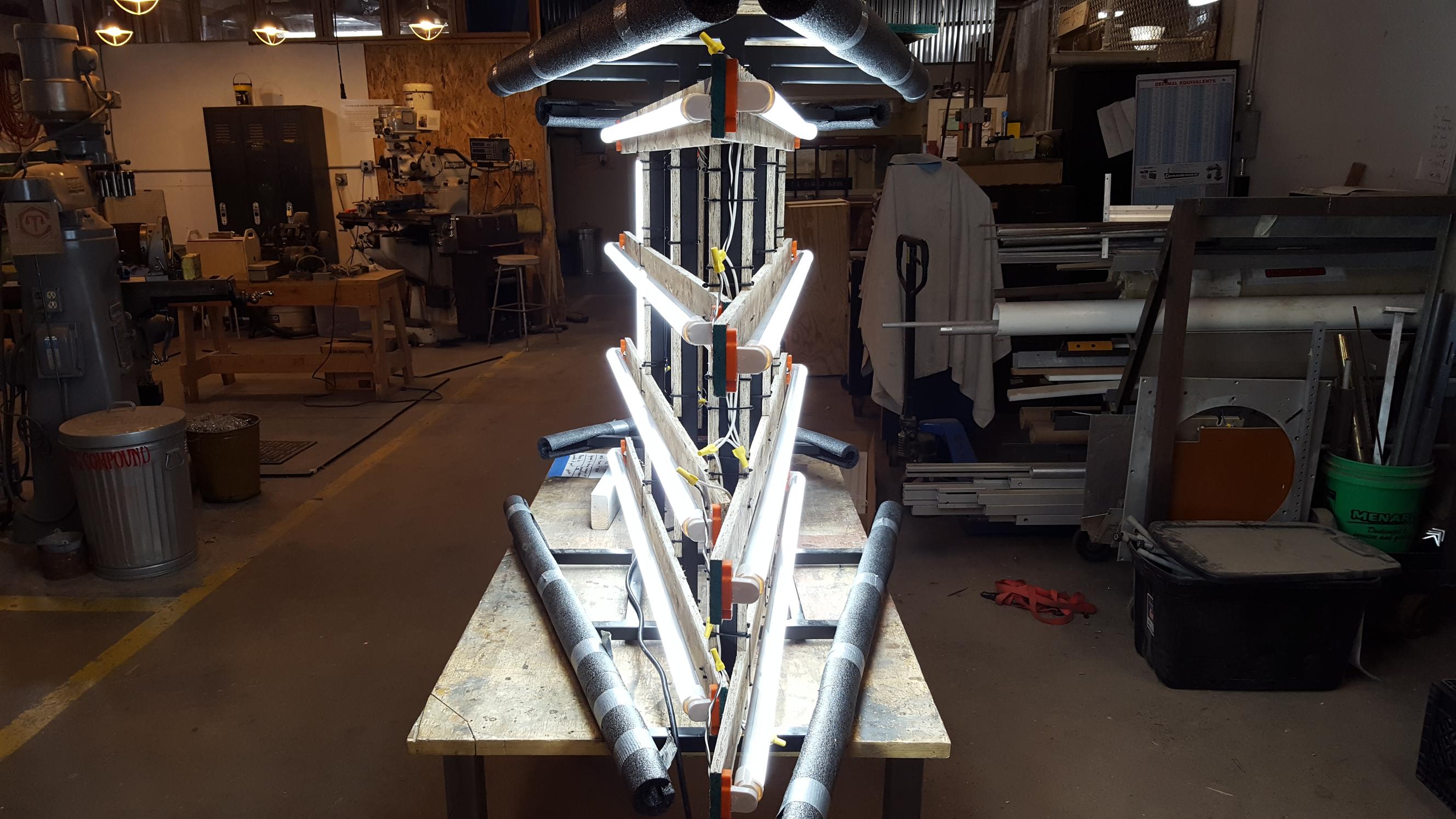
Bright fluorescent lights were mounted onto the frame behind each panel to illuminate the colored pegs that visitors would insert. Commercial light fixtures seemed like overkill, so I designed and 3D printed brackets that hold standard T8 "tombstone" style mounts.





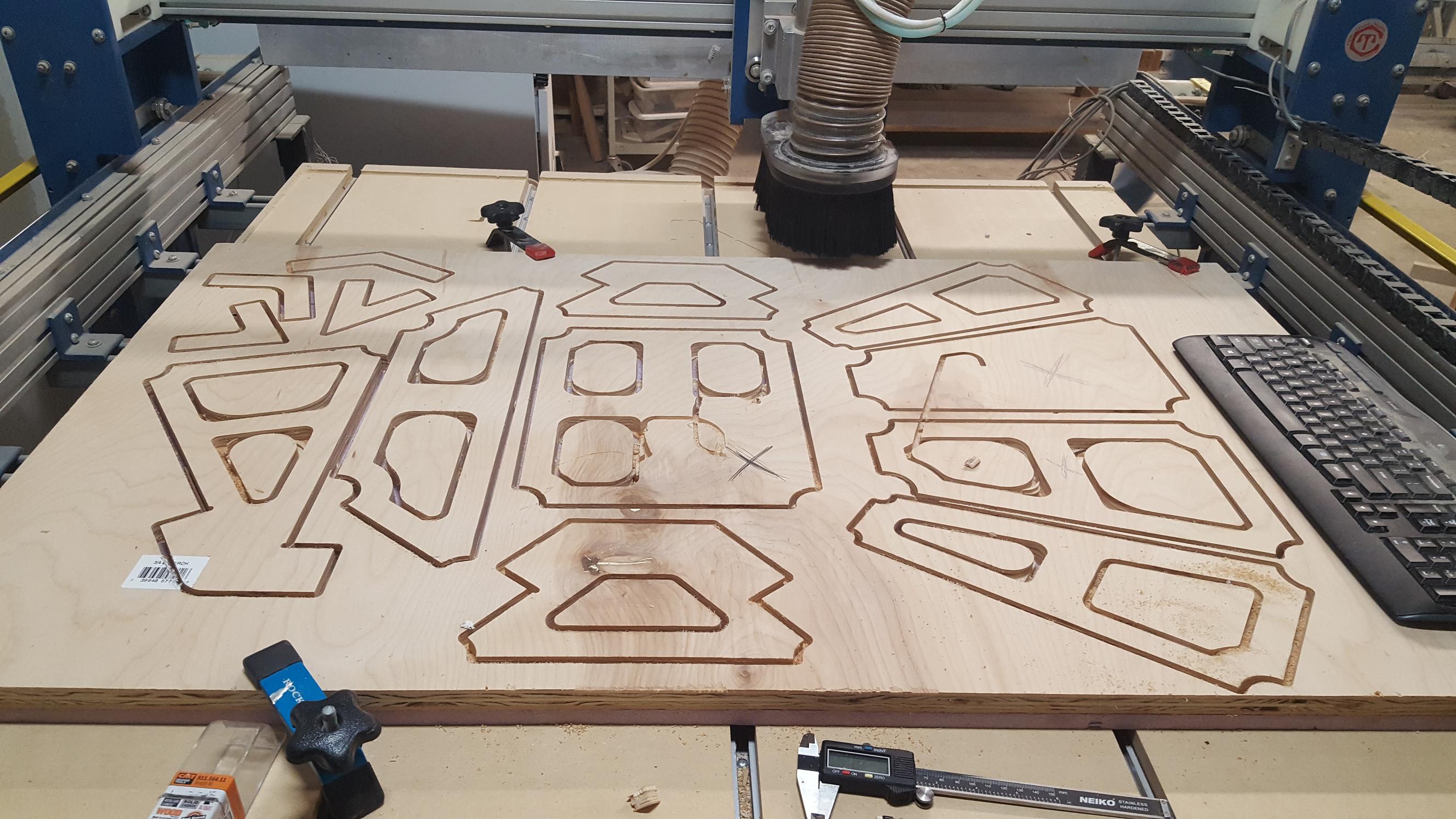
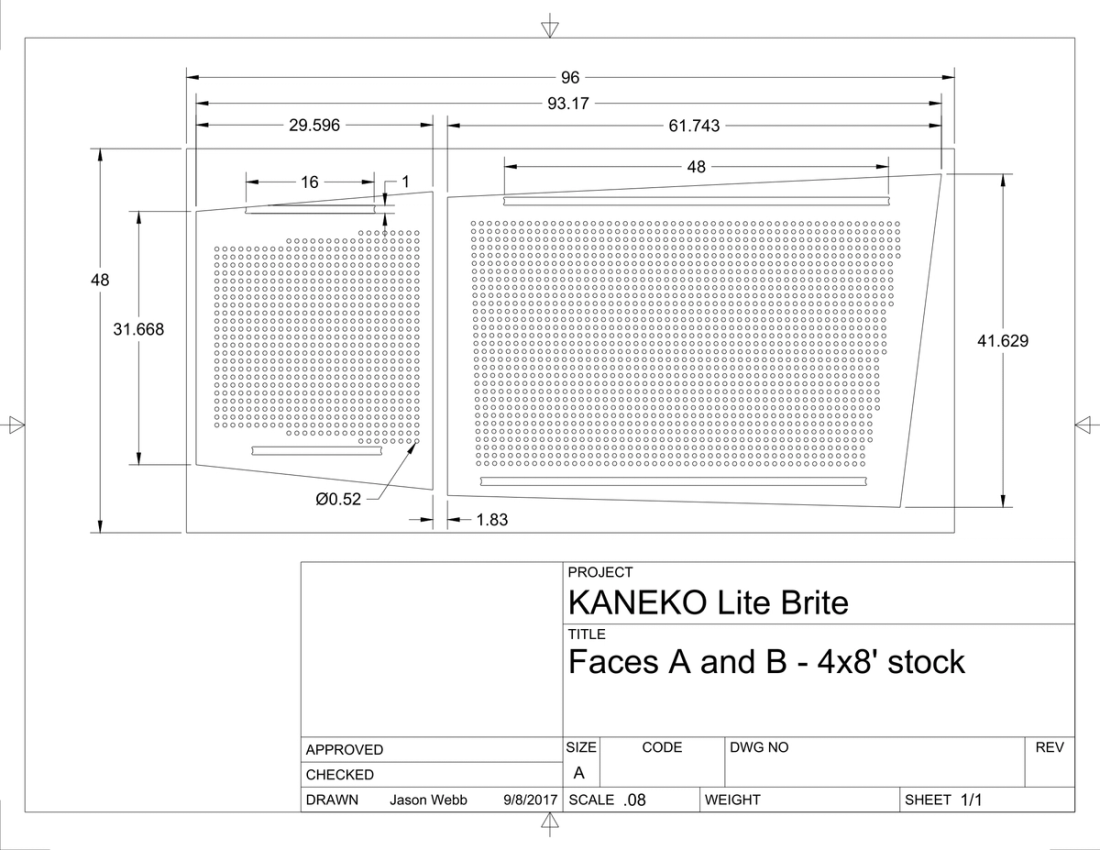
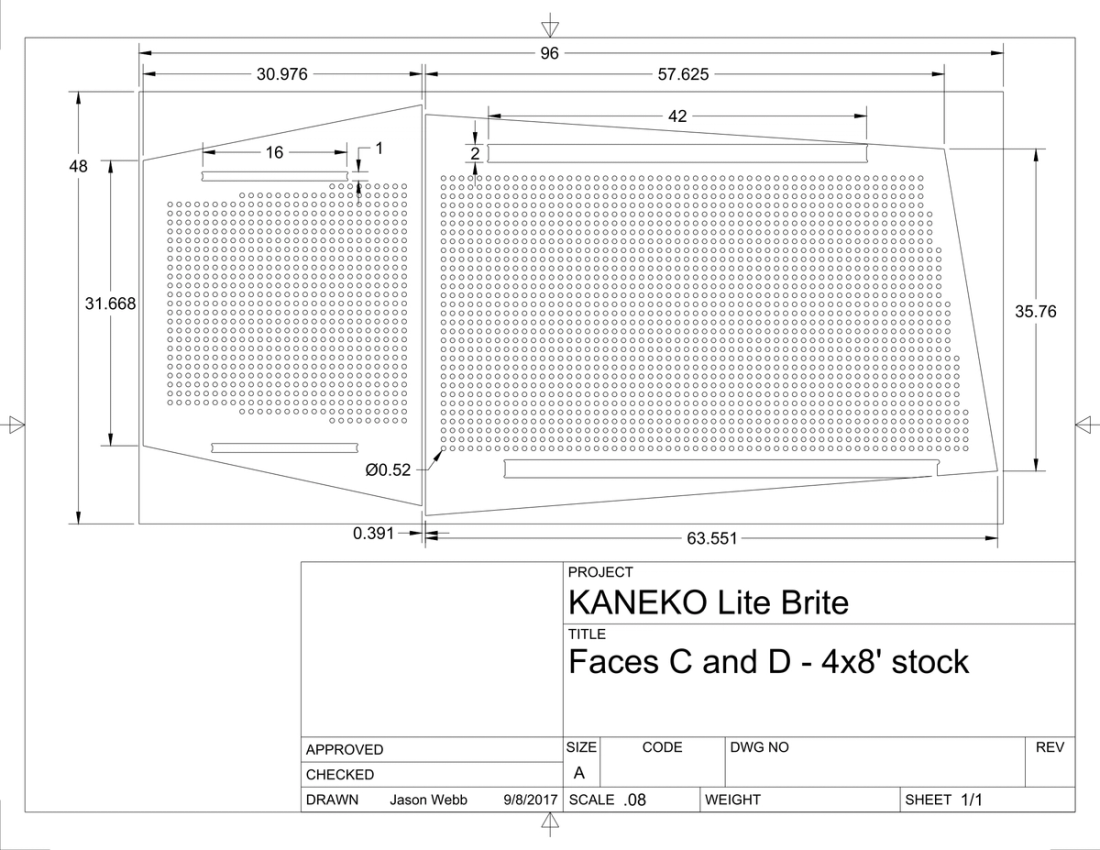
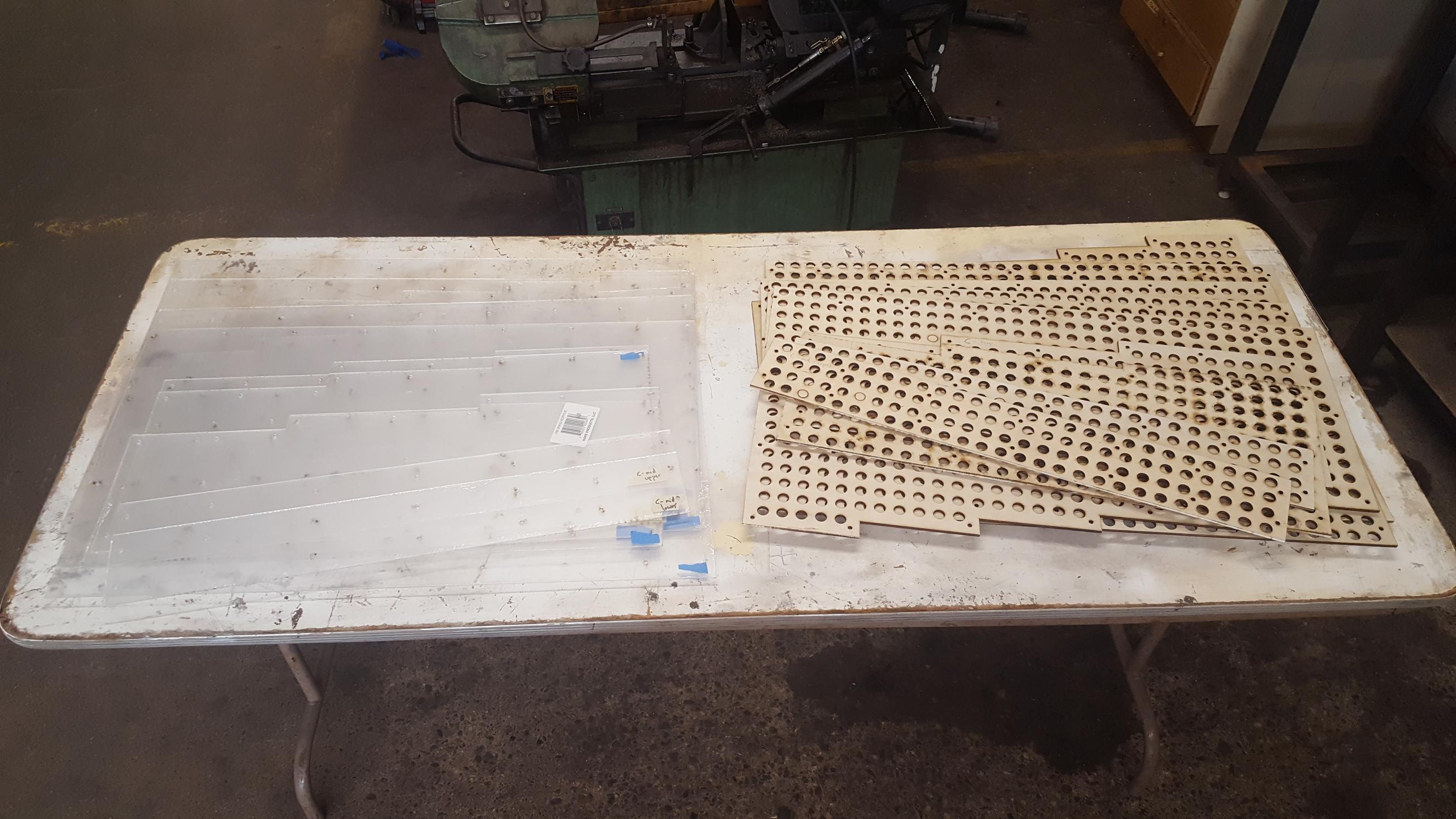
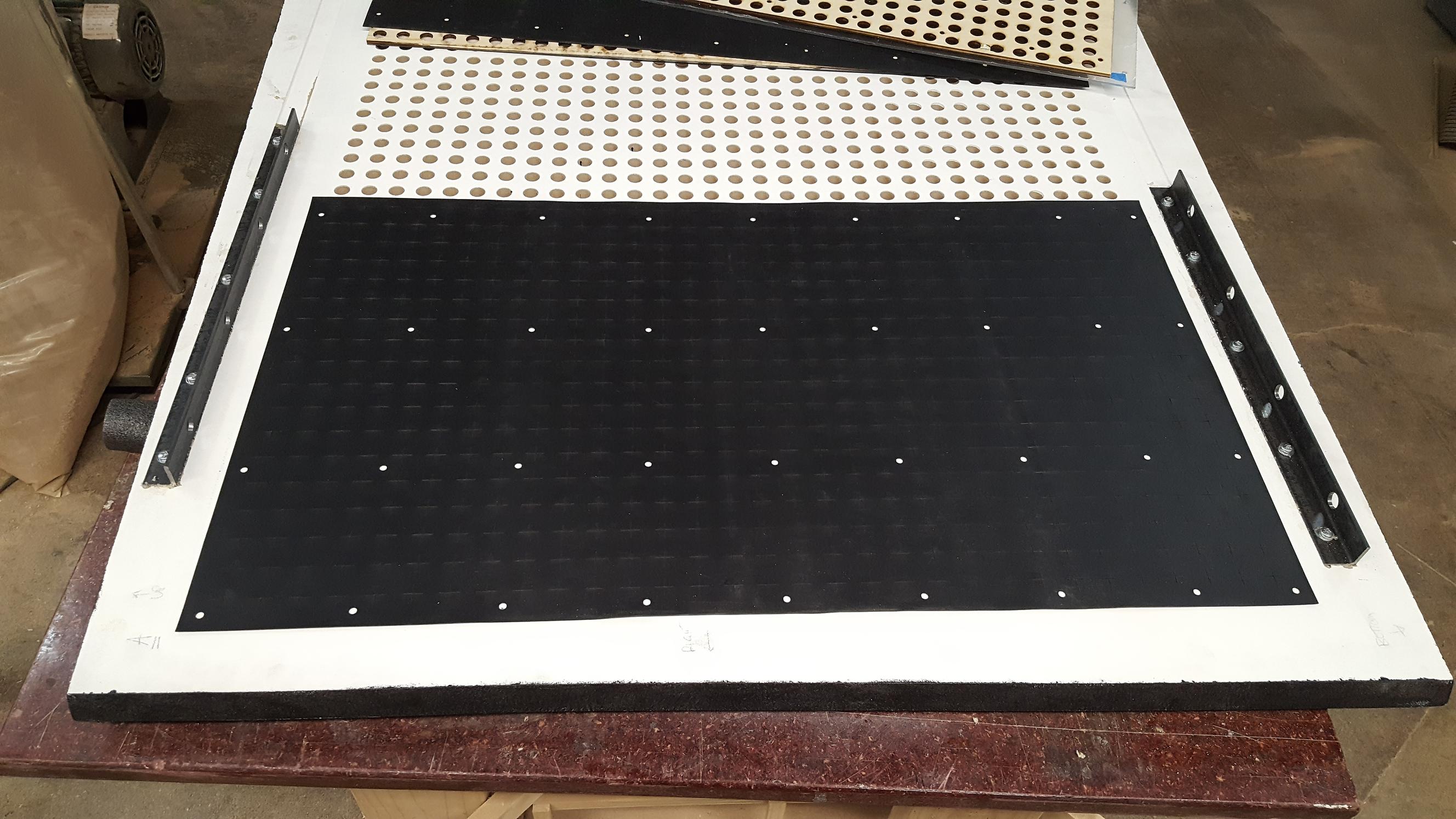
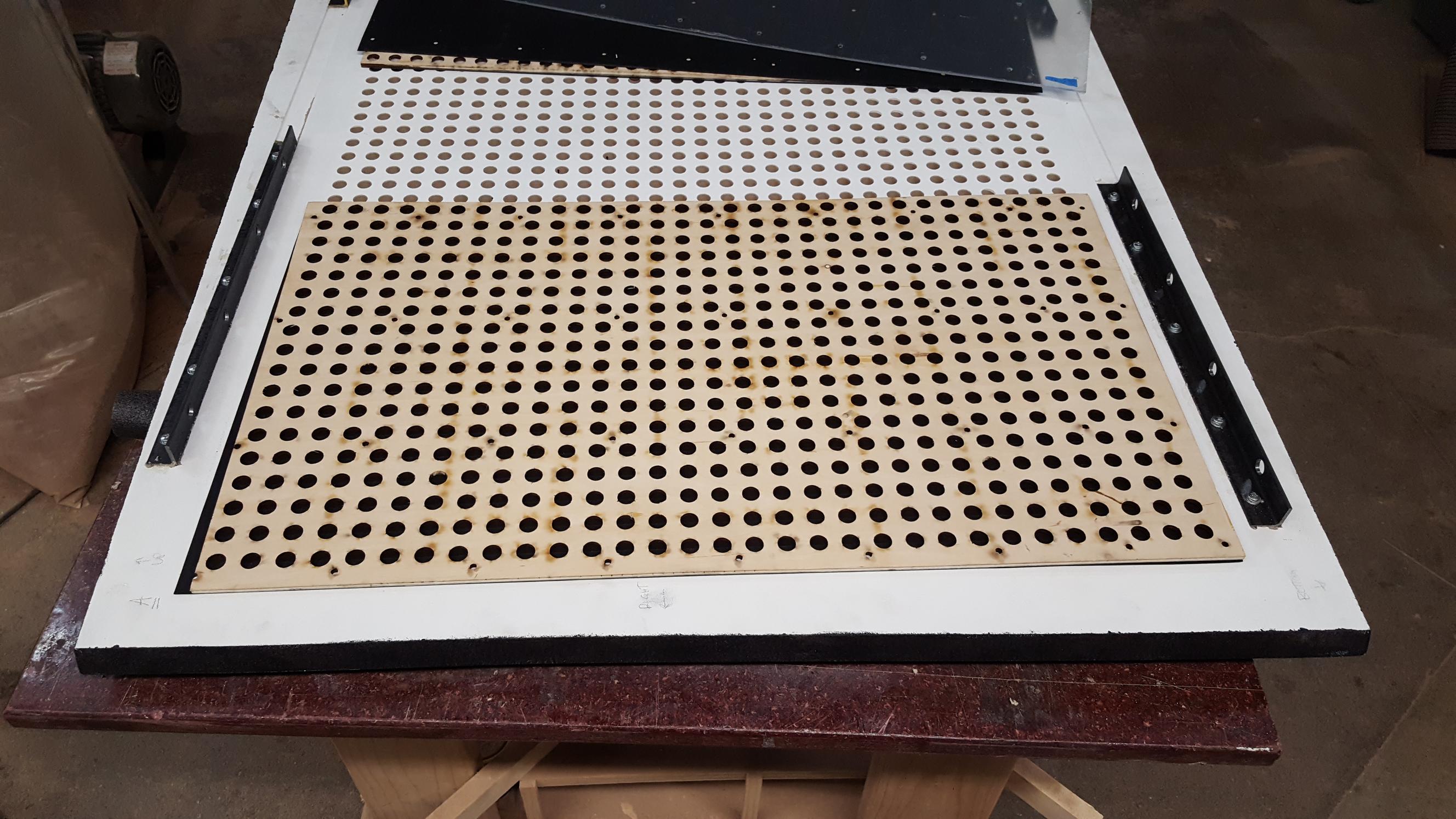
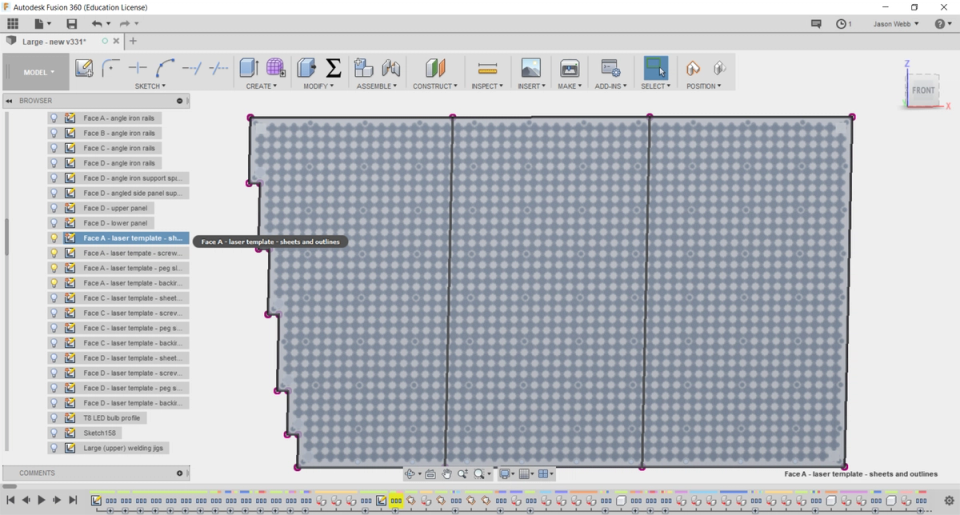
The panels were designed in Fusion 360 (each with well over 300 holes!), then cut on a CNC router out of MDF.
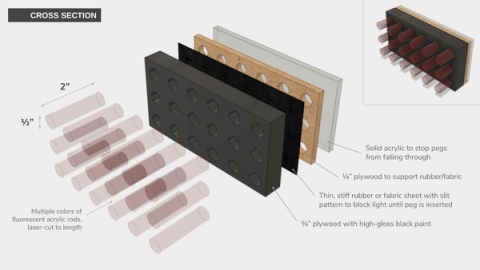
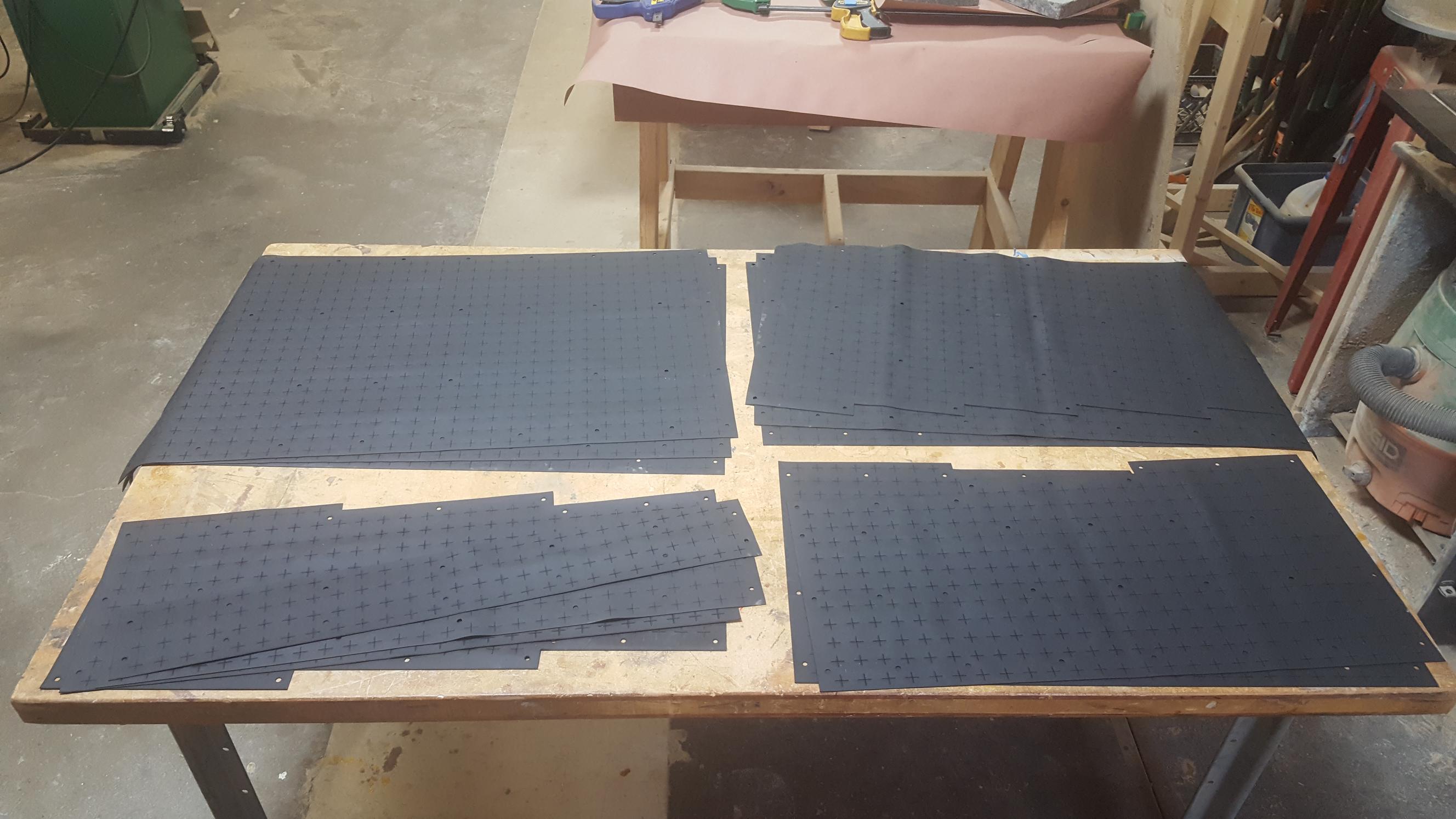
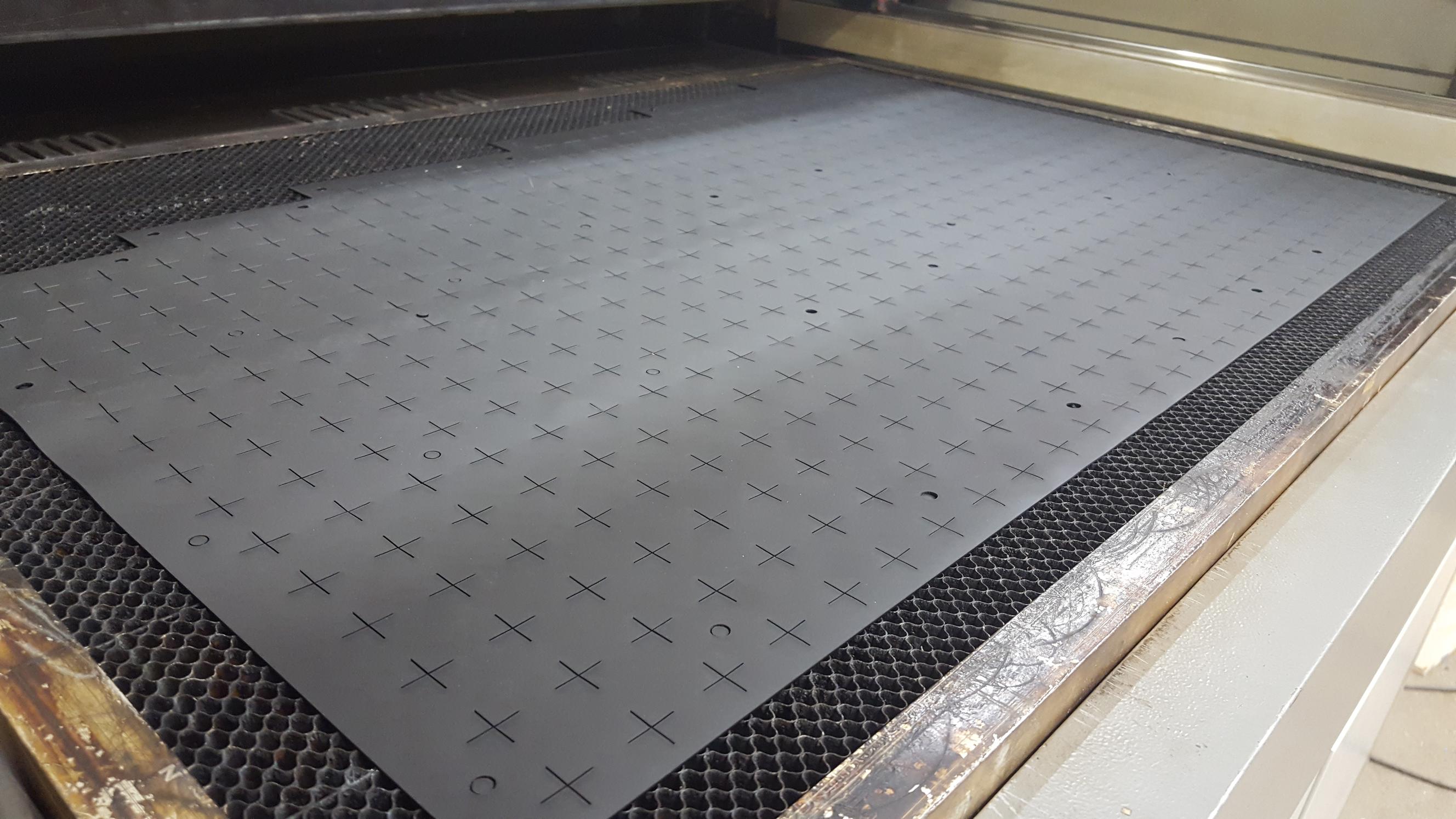
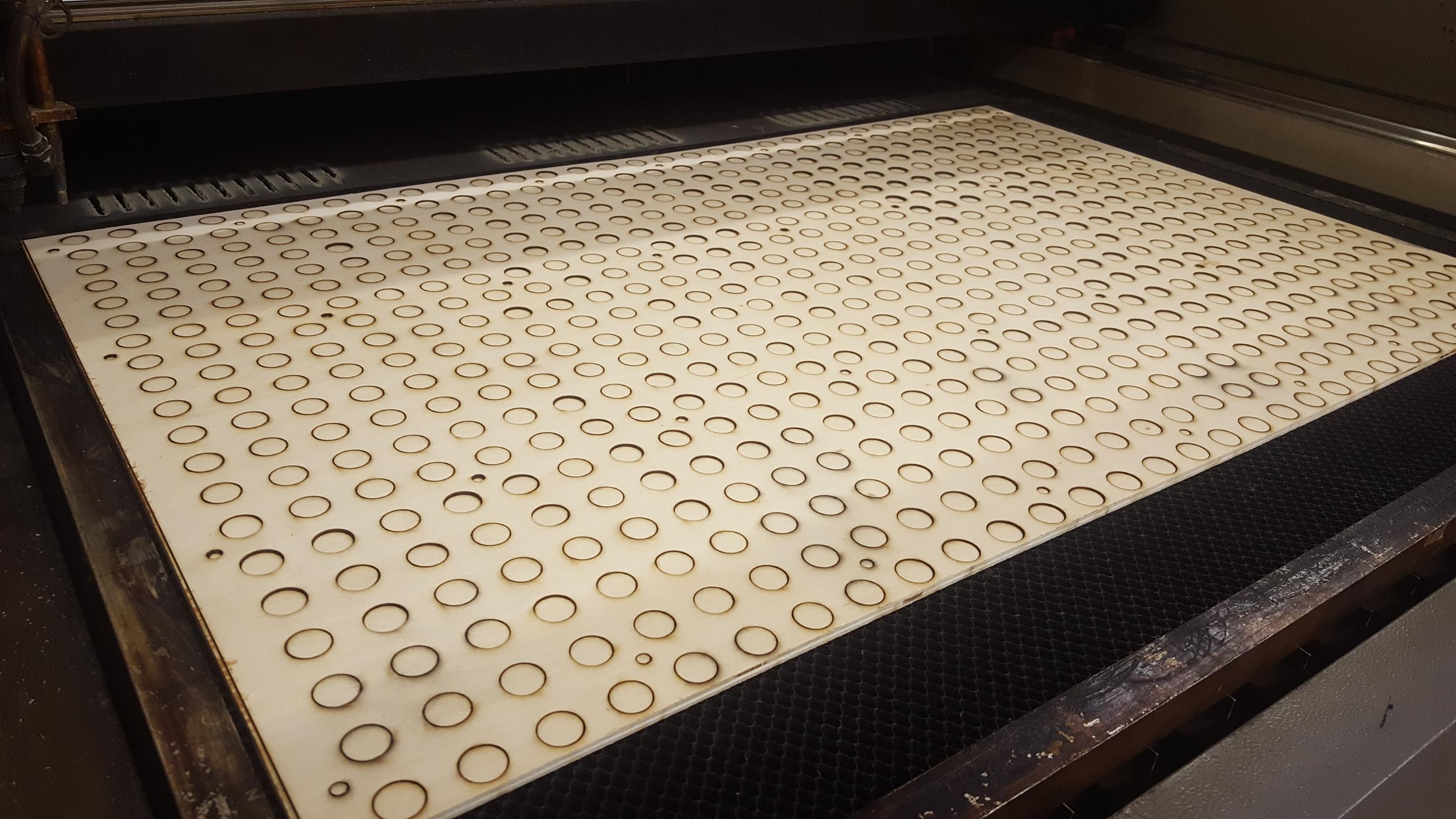
A series of laser-cut sheet materials were installed behind each exterior panel, designed to block direct light from exiting each hole, hold colored pegs with friction, add depth, and prevent pegs from going too far and dropping inside the piece.


Hundreds (maybe a couple thousand) pegs were hand-cut on a table saw from colored acrylic rods. Originally I planned to use a laser cutter, but the cutters I had access to could make clean cuts through this thickness of rod.






After all the pieces were fabricated I assembled the panels for a test run.



Finally I packed the sculpture into a U-Haul and drove it down to Omaha for final installation before the exhibition.

